鋼の規格化の原則
スチールの正規化とは、急冷プロセス一定の温度に加熱して冷却するサイクルによって行われる。熱処理は、各タイプの金属に対して異なるモードを有する。この技術の適用の結果として、材料は欠陥の除去のためにより強くなる。後者は必然的に鉄鋼製品の製造における前段階の結果として現れる。
技術の目的
鋼の標準化はガレージで行うことができます適切な装置の存在下での条件。この技術の利点は、薄い共析品の製造である。この層の構造は、金属の強度および剛性に直接影響を及ぼす。
鋼の規格化は、製品の品質を向上させると、製造コストが増加する。この技術は、必要なときにのみ適用されます。軽く積載された部品の場合、それを行う必要はありません。しばしば、高品質の金属の製造に適用可能である。
技術はそのような手続きの代わりになることができ、高めの焼き戻し、古典的な焼きなましによる焼き戻しとして。軟鋼の標準化は、急冷後の構造に匹敵する高い強度を与えない。しかし、それはひどい変形をもたらさず、内部の亀裂を取り除くのに役立ちます。
技術の本質
スチールの標準化とは、熱的な処理方法を指します。金属を加熱する技術はいくつかあります。
- 金属と合金の加熱温度は異なります。
- 加熱した状態での保持時間。
- 冷却のタイプは、環境との熱交換のためにしばしば延長される。
それは、スチールの均一な組成を得ることを可能にするゆっくりとした冷却である。アニーリングの目的は、均一な金属構造、殻および空隙、小さな亀裂を除去したいという要望である。

熱間および冷間圧延後の局部的な肥厚を減少させるために、以下のタイプの焼鈍が一般的に使用される。
- 拡散 - 化学組成を変化させます。
- 完全 - 構造全体に影響を与え、均質性を達成するのに役立ちます。
- 再結晶化 - 鋼の硬化を除去する。
- 不完全 - 金属加工のために鋼をより柔軟にする。
- 等温 - 鋼の強度を下げる最も最適な方法。
- 球状化 - フラットパーライト粒子を球形に変換します。
鋼の標準化温度を選択した各タイプの合金の実験的な方法。鋳造または冷間圧延後、加工物は理想的な構造を生成しない。付加的な熱処理(アニーリング)は状況を修正するのに役立ちます。
化学組成の補正
鋼の標準化と硬化が必要です鋳造後の内部凹凸の補正。熱処理は成形鋳物、インゴットに供される。これは合金鋼の物品に最も頻繁に必要とされる。

鋼の欠陥を修正するには、加熱する必要があります非常に高い温度。このような状態では、合金化元素の原子が移動する。内部ボリュームの一様な再配布があります。
1100度では、鋼の最適熱処理が合格する。正規化拡散は、加熱状態で約10〜20時間続き、次いで非常に遅い冷却に続く。
フルアニーリング
鋼の標準化および焼入れは過共析ではない鋳鍛造品の製造工程において加熱により破壊正しい構造、加工圧力を必要としました。パーライトはオーステナイトに変態し始めるとき、処理温度が臨界点を超えている必要があります。
過度の温度は厳密に発生する必要があります臨界点Ac3の30〜50度上。合金化された鋼のこの値は表から得られ、炭素質の値は状態図から決定される。正規化のプロセス:
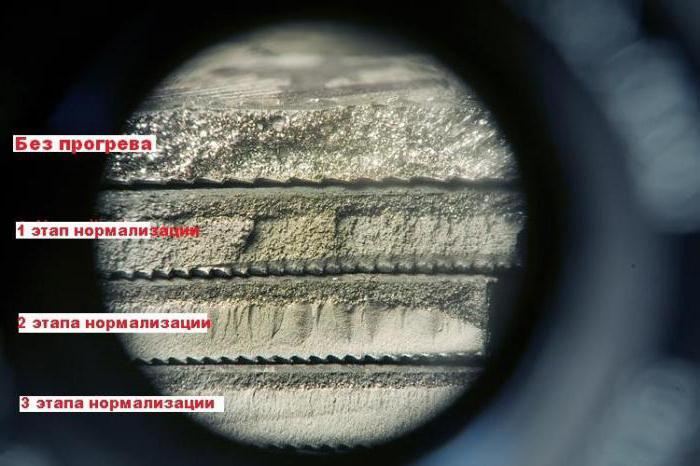
- 初期段階は臨界温度Ac3より30〜50℃高い温度である。オーステナイト粒が形成される。
- 高温時効は、オーステナイト粒の成長を伴う。
- 長い均一な冷却 - 小さなオーステナイト結晶はいくつかのパーライト結晶粒に分解します。フェライトパーライト層を有する構造の均一な充填が存在する。
硬度を下げるために不完全な焼鈍が必要です金属。より頻繁に金属の加工の条件下で切断することが必要である。正規化の結果、過剰張力が排除される。完全なアニーリングとは異なり、プロセス全体が低温で行われます。したがって、費やす時間が短くなります。
複合合金鋼の加工
等温正規化のプロセスにおいて、硬質金属は切断処理に対してより柔軟になる。加熱は以下の温度で起こる:
- 構造鋼 - 臨界点Ac3の30〜50度以下。
- 工具鋼 - Ac1点よりも5〜100度高い。
考えられる方法とは対照的に、等温アニーリングでは、溶融塩に浸漬された鋼の冷却が行われる。自然冷却は温度が700度に降下した後に行われます。この時点でオーステナイトは完全にパーライト塊に変態する。
金属や合金の壊れた構造の修正
鋼の2段階冷却により、パーライトプレートをグレインに変換する。点Ac1を超える温度に加熱する。その後、それは700まで落ち、500度に保たれる。その後、空気は金属を長時間冷やす。この正規化を球状化といいます。その結果、製品を容易に切断することができる。したがって、0.65%の炭素を含む金属が処理される。
ナクレップはより強い地域の形成です冷間打抜きまたは引抜き後の金属。この欠陥再結晶焼きなましを取り除きます - 鋼の脆さは700度まで加熱することによって除去されます(Ac1以下)。この時点で、金属の結晶格子が回復する。構造はきめ細かく均質になります。また光沢のある表面を維持するためにシートを転がした後に鋼の特性を回復させる軽い焼きなましを行うことができる。
</ p>
